My Message
My Message
 Suggestions
Suggestions







Test Purpose:
Test the etching uniformity of the DES line, understand the process capability of the device, and prepare for the fine circuit.
Test Conditions:
1. Test Plate: a copper plate with a size of 18×24 inches, a copper thickness of 2OZ, and a thickness of 1.6.
2. Passing Direction: The passing direction of the test board is parallel to the conveying direction of the etching cylinder.
3. Machine Speed: 3.97 m/min; temperature: No.1 Etching - 49.0℃. No.2 Etching - 49.0℃.
4. Potion Parameters: total copper 140-180g/l, measured 152.48/l; cuprous 140-180g/l, measured 158g/l; HCL2.5 +/- 1, measured 3.0N; chloride ion 8.52.
5. Other Parameters:
No.1 Etching Pressures: the upper spray pressure is 27 psi, and the lower spray pressure is 28 psi;
No.2 Etching Pressures: the upper spray pressure is 27 psi, and the lower spray pressure is 28 psi;
6. Test the copper thickness point: take a slice as a test point, every 2.2 inches in the long direction, every 1.6 inches in the short direction , thus, a total of 11x11=121 test points, shown as below.

Data Analysis:
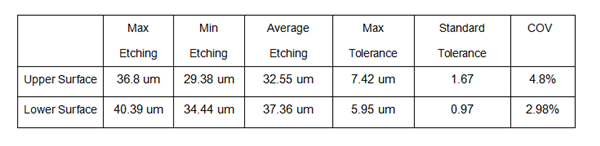
Etching Data Comparison of Upper and Lower Surface
Average Copper Etching of Upper and Lower Surface in Horizontal and Vertical Direction

It can be seen from the table that the etching uniformity of the lower surface is better than that of the upper surface, and there is still a gap between the upper and lower surfaces. There is basically no problem in doing the usual lines, but it will definitely affect the fine lines.
The copper surface after etching on the upper and lower surfaces:
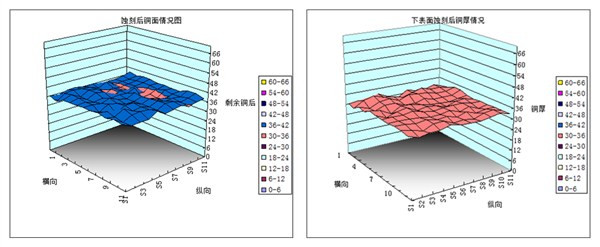
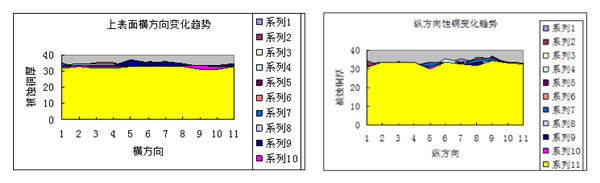
Etching of Upper Surface in Horizontal and Vertical Direction:
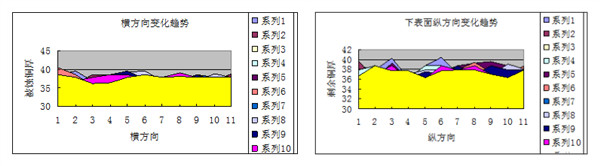
Etching of Lower Surface in Horizontal and Vertical Direction:
From the above data analysis, the following conclusions can be drawn:
1. The etching uniformity of the lower surface is better than that of the upper surface and is controlled within the same range. This difference is due to the presence of pool effect on the upper surface.
2. Since the etching sway is moving in the left and right direction, the etching uniformity of the horizontal direction of the upper and lower surfaces (perpendicular to the advancing direction) is better than the column direction.
3. The etching uniformity of the DES line is within the capabilities of the device.
4. From the data analysis of the above pictures, the upper and lower pressures are set appropriately, and no nozzles are blocked.
Recommendation:
1. Using compensation etching, the etching uniformity of the upper and lower surfaces still has a difference of 2%, which allows the supplier to continue to adjust the compensation etching.
2. Due to this unevenness, it is recommended that the plate that is thinned after lamination is preferably not used in DES. On the line, the unevenness of the thinning and the plate plating is discarded at the time of external etching.
3. The difference between the upper and lower surfaces requires further adjustment of the online process, which can be achieved according to the adjustment pressure, the spray time, and the adjustment and compensation etching.